:06-6902-2882
:06-6902-2882 :080-4020-2525
:080-4020-2525 :
:パーツフィーダー表面処理の選定
ウレタンコーティング
耐磨耗性と油対策などの理由で、一般的にはウレタンコーティングを施します。ウレタンコーティングすることによって、トラック上をワークが上りやすくなるので搬送能力が向上します。また、騒音を軽減させることもできます。ウレタンコーティングには何種類もあって、ツルツルのものから、ザラ目の小さいもの、大きいもの、静電気対策用、フッ素入り等があります。塗布の厚みも指定できますので、金属で大型のワークには、厚めで塗布するほうが、ウレタンの持ちも良くなります。
ハバジット(シート貼り)
ハバジットは、スイスの企業名のようです。通常コンベアのベルトに使用されますが、パーツフィーダ業界では、そのシートを反対にして(ザラ目の方を上にして)、ボウル内に接着剤で貼り付けます。シートや接着剤自体も非常に高価ですが、シートを型取して、切り貼りする作業も非常に手間がかかり、ウレタンコーティングに比べて、数倍のコストがかかります。しかしながら、耐磨耗性・耐油性に優れ、搬送能力の向上もはかれますので、油付の金属のワークには、非常に有利です。シート材にも厚みやザラ目の違いで種類があります。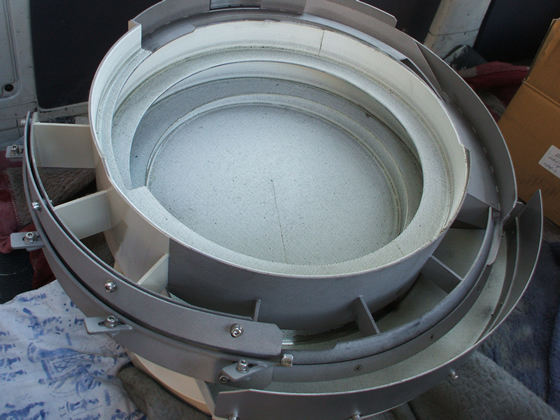




バフ仕上げ・ミガキ仕上げ
医療用や食品関係向けには、ボウル内をバフ仕上げすることが多くなります。また、ゴミや汚れが付着しないように、溶接のピンホールは無くして、全面溶接を施します。バフも程度によって、様々な方法があります。 また、通常のワークでも、樹脂などのワークや金属でもピンなどのワークには、ミガキやバフの表面処理を施すことがあります。静電気対策にバフ仕上げをする場合もあります。
タフトライド
ステンレスのボウルを、焼入れ処理で表面を硬化させ、耐磨耗性の向上をはかります。ただし、あとからの溶接や穴あけ処理が困難なので、製作には注意が必要です。直進フィーダのシュート部分に施す場合もあります。
テフロンコーティング
材質がゴムのワークにはテフロンコーティングを施す場合が多くなります。ボウルの表面処理のメンテナンス
ワークが重量物 油がベットリ付着しているのに、ウレタンコーティングをしている他社のパーツフィーダを お困りのご依頼での現場で よく見かけます。 ウレタンがはがれて、地のステンレスが露出した状態になっていたり、ワークが油ですべって、登ってこない場合が多いです。ウレタンコーティングのはがれ具合の例
 この状態を続けておりますと、いずれ ステンレスが摩耗し、破けてしまいます。 株式会社シマテックでは、ワークが重量物や油付きの場合、ウレタンコーティングではなくシートやハバジットを貼ることを ご提案しております。 耐久性がウレタンコーティングの2~3倍あり、油が付着しておりましても、ワークの登りが、ウレタンコーティングに比べて、格段に良いからです。
この状態を続けておりますと、いずれ ステンレスが摩耗し、破けてしまいます。 株式会社シマテックでは、ワークが重量物や油付きの場合、ウレタンコーティングではなくシートやハバジットを貼ることを ご提案しております。 耐久性がウレタンコーティングの2~3倍あり、油が付着しておりましても、ワークの登りが、ウレタンコーティングに比べて、格段に良いからです。全面ハバジット貼りの例

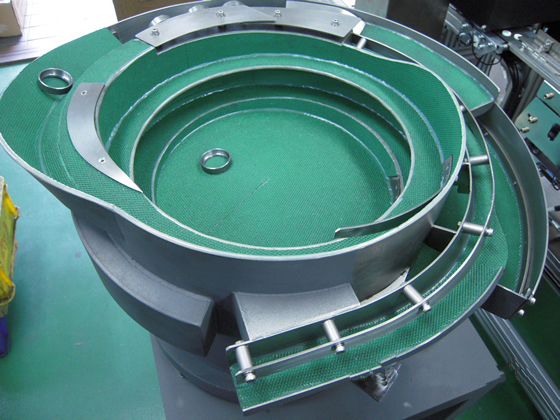
ボウルの底 アメ色シートとトラック ハバジット貼りの例
 この組み合わせのアメ色シートをボウルの底に貼り、トラックは、ハバジットを貼るのが、 耐久性が高いので、重量物の場合は、この組み合わせを ご提案しております。
この組み合わせのアメ色シートをボウルの底に貼り、トラックは、ハバジットを貼るのが、 耐久性が高いので、重量物の場合は、この組み合わせを ご提案しております。